References Research & Development

Since the beginning of the activity, EnviCare® has always placed the highest value on participation in research and development projects and on close cooperation with university and non-university research institutions.
Membrane bioreactor (MBR) test facility in an ISO container

Clients : Municipalities, production companies
Period : since 2004
Services : Planning, supervision and evaluation of pilot tests
Due to the different qualities of the to be treated municipal and industrial waste water , a trial operation is advisable in order to get to know the given framework conditions and to optimise the mode of operation.
EnviCare ® has therefore developed a mobile test facility on a technical scale, which is housed in a standard ISO container and enables simple and quick transport and installation of the experimental unit.
After the preliminary clarification, the biology can be operated either aerobically, anoxically or anaerobically. In addition, a plant monitoring system with PLC control is integrated for the handling and fully automatic operation of the membrane filtration plant.
The container has already been used successfully in numerous projects (municipal sewage treatment plant, beverage producer, waste treatment companies, electroplating company, landfill leachate cleaning) and the trial run is always comprehensively supported by us. Experience with the use of MBR plants for the treatment of industrial wastewater demonstrates impressively that this technology is reliable and robust. Significant advantages are the lower space requirement, high degrees of degradation and 100% sludge retention, which ensures excellent adaptation of the biomass to the respective wastewater.
Further information (file for download) .
Here are more references to MBR projects that were developed using the test facility.
Research project AR-HES-B - wastewater treatment for hybrid energy storage, energy supply and resource recovery
Client : Austrian Research Promotion Agency
Period : 2015-2018
Services : detailed planning, process simulation, project work
“AR-HES-B” pursues the overall goal of developing technological innovations in municipal wastewater treatment with the aim of transforming the municipal wastewater treatment plant from a high energy consumer to a hybrid energy producer, energy storage and recyclable material provider.
With the “AR-HES-B” concept, wastewater treatment is positioned as an important hub in the supra-regional exchange of energy and materials. As a hybrid energy storage and provider and recyclable material supplier, an intelligent linking of the wastewater, electricity, natural gas and district heating networks can be achieved at the interface of the municipal wastewater treatment plant, and load peaks in the district heating and electricity networks can be buffered through future-proof storage solutions.
EnviCare ® was able to contribute specialist knowledge and many years of experience in the field of wastewater treatment and biogas production to this project. Together with the project partners, an Excel tool for calculating possible future scenarios and a planning guide were created.
The guide can be downloaded from the AEE Intec project homepage .
Research project Galvano-MD – membrane distillation for the energy-efficient treatment (concentration) of electroplating liquids
Client : Austrian industrial company
Period : 2014-2016
Services : Detailed planning, process simulation, operational support and optimization
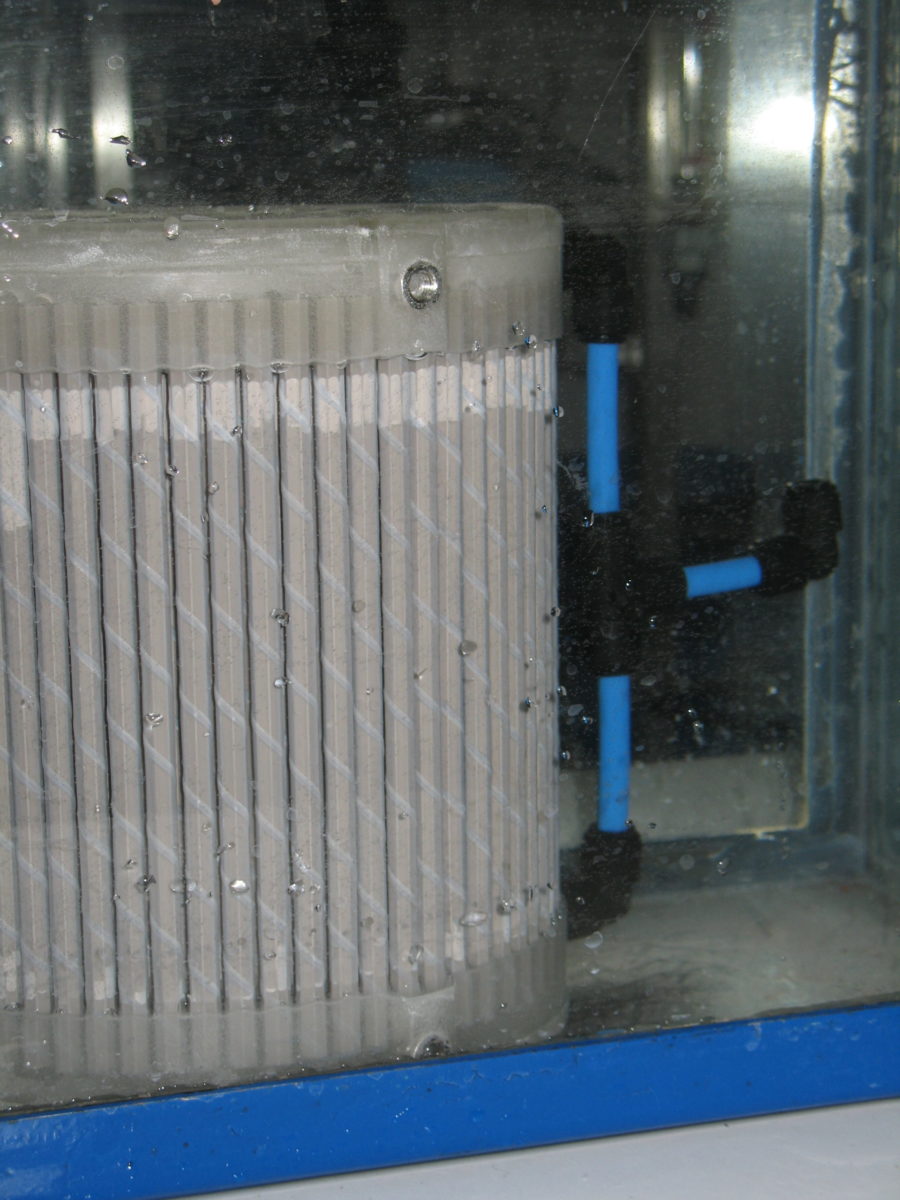
As part of the project, which was significantly funded by the FFG (Österreichische Forschungsförderungs GmbH), the membrane distillation process was further developed for use in the bath maitenance of electroplating and pickling tanks. Based on laboratory and pilot plant tests, a suitable membrane module was developed and the operating parameters optimised.
EnviCare ® supported their client in the detailed planning of the pilot plant and the process simulation of the membrane distillation.
The project partners AEE INTEC and ROTREAT Abwasser GmbH were awarded the ACR Cooperation Prize 2016 for their innovation on October 3rd, 2016. Further information can be found on the AEE Intec project homepage .
Research project En-RecoTreat - Innovative membrane distillation for recovering valuable substances and energy in the field of municipal wastewater treatment
Client : Research project En-RecoTreat – Innovative membrane distillation for recovering valuable substances and energy in municipal wastewater treatment
Period : 2014-2016
Services : Detailed planning, process simulation, operational support and optimization
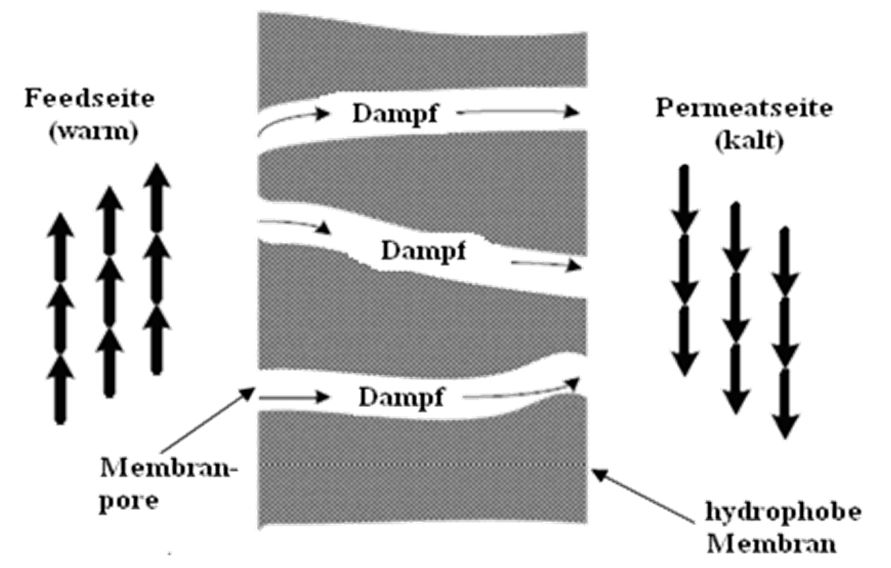
Within the framework of the project, the technology of membrane distillation is being further developed for use in wastewater treatment.
During membrane distillation, ammonium is separated and recovered from the wastewater. The recovery of ammonium will massively reduce the oxygen and energy demand for biological oxidation. Furthermore, revenues can be generated by removing nitrogen and processing it into a valuable resource (e.g. fertilizer).

The second goal of the project was to increase the carbon concentration in the wastewater in order to enable more efficient operation of high-performance anaerobic reactors. Based on laboratory and pilot plant tests, a suitable membrane module was selected, experiments were carried out with wastewater from a sewage treatment plant and scale-up scenarios were developed on the grounds of the results.
Research project AMRE*MD - Ammonium-containing digestate utilization by means of membrane distillation in biogas plants

Client : Styrian business development
Period : 2014-2016
Services : Detailed planning, process simulation, operational support and optimization
The aim of the presented AMRE*MD project was to recover the nitrogen contained in the liquid fraction of the fermentation residues from a biogas production by means of a novel membrane distillation (MD) process.
Membrane distillation as a thermal separation process offers an energy-efficient alternative to other separation processes at a low temperature level and also enables the use of waste heat from the biogas plant and the integration of other renewable energy sources such as solar thermal energy.
In the course of the project, a membrane distillation process was developed with which the ammonium nitrogen present in liquid residues (fermentation residues, sludge, centrate water, liquid manure) can be selectively removed in the form of ammonia while retaining salts and organic substances and recovered in the form of clean, ammonium-enriched water.
Research project MESH
Client : European research funding
Period : 2007-2008
Services : Concept development, detailed planning, operational support and optimization
This EU co-financed research project at the IFA Tulln from 2007 – 2008 aimed at the further development of the MBR technology with the use of fabric filters. As an SME partner, we were responsible for the development and delivery of the semi-technical pilot plant.
MBR St. Peter MEMJET

Client : Public administration and European research funding
Period : 2001-2002
Services : Concept development, detailed and approval planning, construction supervision, funding processing, operational support and optimization
The objective of the project was to demonstrate the technical and economic feasibility of extracting drinking water from wastewater.
The municipal pond treatment plant in the municipality of St. Peter ob Judenburg struggled with the fact that it was unable to achieve the required discharge values. Out of the three options (maintaining the current status, conversion to a conventional wastewater treatment plant and optimisation of the plant and use of new membrane elements), the last one emerged as the most innovative and cost-effective variant.
In addition, it should also be shown that drinking water can be obtained from the outflow of the optimized system with little technical and economic effort. Further information (files for download): ÖWAV Seminar Vienna (2001) and ÖWAV Seminar Linz (2003)
Development of the MBR for the Halbenrain landfill leachate treatment plant
Client : Austrian industrial company
Period : 1992-1994
Services : Concept development, detailed and approval planning, construction supervision, funding processing, operational support and optimization
in cooperation with the universities TU Graz, PBF Zagreb and INSA Toulouse
The membrane bioreactor process represents the best available technology in wastewater treatment for a wide range of applications. The ability to adjust and control the sludge age and the free choice of the membrane separation limit allow high degradation rates or retention even for those organic compounds that are not achievable in a conventional activated sludge plant.
In the case of the highly loaded landfill leachate treatment plant, the focus is on stable operation and safe compliance with limit values, partly because of the very weak receiving waters.

There is a very high ammonium load here, the complete degradation of which requires a pronounced nitrification/denitrification regime, whereby denitrification is linked to a sufficient supply of the carbon source present in the leachate. For this reason alone, anaerobic pre-treatment with the associated carbon degradation is ruled out.
In the course of the warm commissioning, it became apparent that an ammonium concentration in the permeate of the microfiltration of less than 20 mg/l must be ensured at a pH value of approx. 8.2 in order to prevent inhibition of nitrification at the prevailing process temperatures of approx. 35°C.
Finally, it should be mentioned positively that the ceramic microfiltration has been in operation for over 20 years without a membrane change and that the inexpensive standard winding elements used in the downstream reverse osmosis also achieve service lives of significantly more than 12 months.
Further information (files for download):