References filtration and membrane separation processes
EnviCare ® Engineering GmbH has always placed a strong focus on membrane technology. For more than 25 years, research and development and implementation of new processes in this segment have contributed to the fact that the office now has an extensive wealth of experience, regardless of whether it is about micro, ultra, nanofiltration, reverse osmosis or membrane bioreator systems.
As is repeatedly shown, detailed and practical knowledge of the membrane properties is the basis of successfully implemented projects. This knowledge only arises from an intensive occupation with the planning processes, but also from the absolutely necessary gain of know-how from the operating experience and optimization of realized plants.
Surface water purification from waste treatment plants with an MBR facility
Client : Waste collectors and processors
Period : 2016-2021
Services : Test planning and support, planning of the large-scale plant, approval procedures, implementation support, commissioning, operational support
In many waste treatment plants and waste management centers, waste is also stored outdoors on sealed surfaces. The polluted precipitation water (contact water) is mostly organically heavily polluted. It must therefore be reliably cleaned below the specified limit values before it is discharged. The naturally strongly fluctuating quantity and quality of the contact water do not allow any conventional, sedimenting or floating biological purification. The biological-physical cleaning process in the form of a membrane bioreactor system (MBR system) is used to ensure the quality of the direct discharger.
Further information on membrane bioreactor systems is provided on the “Membrane Bioreactors” page .
At two waste treatment companies, EnviCare ® supervised an attempt to clean the surface water with an MBR system, based on these results a large-scale system was planned and the approval project was drawn up. After successful approval, the implementation and commissioning and since then the ongoing operation have been accompanied.
MBR plant as a sub-process of liquid waste treatment
Client : Waste processors and collectors
Period : 2015-2018
Services : Test planning and support, planning of the large-scale plant, approval procedures, implementation support, commissioning, operational support
In a waste treatment plant, liquid waste (e.g. oil-water mixtures, emulsions) is processed and evaporator distillates and the effluent from flotation plants are generated. This waste water contains organic substances. The MBR system is used as a subsequent cleaning step in order to achieve the requirement of teh indirect discharger quality of the waste water.
EnviCare ® planned and supervised a pilot trial at the beginning. The results were used as a basis for the design of the large-scale plant. The approval project for the entire processing plant was drawn up and the process was supervised. After successful approval, the implementation and commissioning and since then the ongoing operation have been accompanied.
MBR wastewater treatment at a metal processing plant
Client : Metal processing company
Period : 2017-2021
Services : Test planning and support, planning of the large-scale plant, approval procedures, implementation support, commissioning, operational support
In the electroplating industry, waste water is generated during the surface treatment of metal products. The first treatment steps are flocculation and precipitation. The filtrate of the downstream chamber filter press contains COD, heavy metals (e.g. zinc, iron, chromium) and also filterable substances. The MBR system is used as the final cleaning stage in order to achieve direct discharger quality.
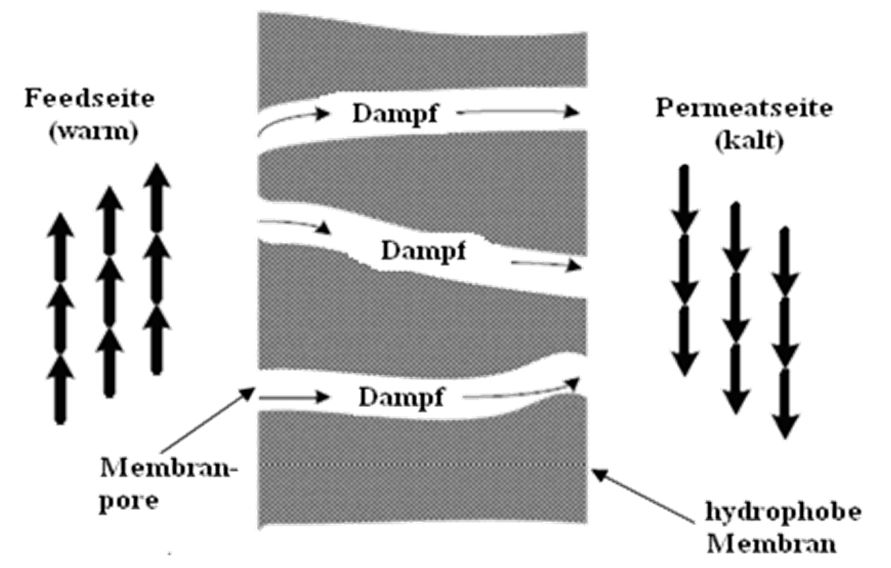
Research project Galvano-MD – membrane distillation for the energy-efficient treatment (concentration) of electroplating liquids
Client : Austrian industrial company
Period : 2014-2016
Services : Detailed planning, process simulation, operational support and optimization
As part of the project, which was significantly funded by the FFG (Österreichische Forschungsförderungs GmbH), the membrane distillation process was further developed for use in the bath maitenance of electroplating and pickling tanks. Based on laboratory and pilot plant tests, a suitable membrane module was developed and the operating parameters optimised.
EnviCare ® supported their client in the detailed planning of the pilot plant and the process simulation of the membrane distillation.
The project partners AEE INTEC and ROTREAT Abwasser GmbH were awarded the ACR Cooperation Prize 2016 for their innovation on October 3rd, 2016. Further information can be found on the AEE Intec project homepage .
MBR in a bio-diesel plant
Client : planning service provider
Period : 2008-2009
Services : Preliminary draft planning and basic engineering
The organically highly contaminated wastewater (COD: 80-120 g/l) from the production of biofuels and from the processing of animal fats accumulates in a quantity of 25 m³/d and comes mainly from aqueous distillates from fuel purification. Pilot tests carried out on site with a membrane bioreactor showed that the MBR technology can be operated stably to treat wastewater to indirect discharge quality.
After commissioning, the plant now meets the expectations placed on it in terms of simple operation, compliance with emission limits and throughput. Tubular membranes are used, which are operated in cross-flow mode.
Services : Detailed planning and test supervision of the pilot plant up to the modification of the wastewater treatment plant
The waste water from the food production company is biologically cleaned in a company waste water treatment plant before it is discharged into the public sewage system. In order to increase the performance of the existing system, a concept for the integration of membrane filtration – a so-called membrane bioreactor – was developed for the site. A pilot plant was used to determine the fundamental suitability of the process and to establish the basis for the design of the large-scale plant.
Research project MESH
Client : European research funding
Period : 2007-2008
Services : Concept development, detailed planning, operational support and optimization
This EU co-financed research project at the IFA Tulln from 2007 – 2008 aimed at the further development of the MBR technology with the use of fabric filters. As an SME partner, we were responsible for the development and delivery of the semi-technical pilot plant.
1st municipal membrane treatment plant in Austria
Client : Municipality and state with EU ERDF funding
Period : 2002
Services : pilot test, basic and detailed engineering, approval, support
The first membrane-supported municipal sewage treatment plant in Austria was built in Styria, with the Montanuniversität Leoben being significantly involved in the research.
The demonstration project was implemented in 2002 with research funds from the FFF and the EU (EFRE) and since then has successfully demonstrated the economic and ecological feasibility of this modern technology in continuous operation.
The effluent quality of this sewage treatment plant certainly meets the requirements for bathing water quality.
Microfiltration plant for the waste water of a dairy
Client : Austrian industrial company
Period : 2001-2003
Services : Carrying out of tests and support in the detailed plant design of the cross-flow microfiltration plant for wastewater treatment
In order not to exceed the defined discharge consensus after a production expansion, an innovative project for operational wastewater treatment was implemented at a dairy. The waste water, which is highly contaminated with lipophilic substances, is pre-treated using a cross-flow ultrafiltration system before the filtrate is fed into the local wastewater treatment plant and the concentrate is fed via a pressure line into the digestion tower of the same plant for co-fermentation. Biogas is therefore produced from the energy-rich waste water components. This created an optimal ecological and economic solution for all parties involved.
Services : Laboratory and pilot tests, water law permit project
Laboratory and pilot tests were carried out by EnviCare® aimed at purifying the leachate of a slag landfill (today: residual waste landfill) belonging to a steel production company, and based on these tests, the application for approval under water law for the direct discharge of the landfill leachate from the landfill was prepared.
The plant is of containerised construction and is based on a two-stage reverse osmosis in disc-tube design. The permeate is fed directly into the receiving water.
Services : Planning and development, approval, construction supervision, commissioning
In 1994, the largest landfill leachate treatment plant in Europe was built here, which was particularly impressive in terms of inlet concentrations (conductivity 35,000 µS/cm, ammonium N 4,000 mg/l and COD 25,000 mg/l) and outflow concentrations (conductivity< 100 µS/cm, ammonium N< 10 mg/l, nitrate N< 30 mg/l and COD< 50 mg/l). It consists of a biological cleaning system incl. Nitriding and denitrification with ceramic cross-flow microfiltration and subsequent two-stage reverse osmosis winding module system. The plant is still in operation today.
Dr. Mayr, as department head of the waste management company, was responsible for process development, scaling up, permitting, plant engineering, site supervision and commissioning.